|
|
|
落地式导轨磨床加工精度的提升项目 |
|
发表时间:2020-11-22 |
|
|
|
2019年5月质量部门在例行抽查中,发现落地式导轨磨床加的CAK36和CAK50床身导轨下导轨面粗糙度,超出Ra1.6的标准范围,而且导轨面直线度超出标准0.02/1000μm/mm三倍多,导致其与压板接触面磨损过快,用户在使用一段时间后,需经常调整压板,是影响产品质量的关键问题。 创新工作室组织相关成员探讨影响磨削加工表面粗糙度主要因素,寻找实施方案的切入点,制定若干解决措施提高磨床加工精度,彻底消除导轨面的质量问题。设备维修员工对磨头主轴轴承采用新轴承型号及组合方式,对固定滑座底部磨损支撑孔重新加工,保证其精度,同时对液压压力参数重新设定,使设备工作台运行平稳。操作该设备30多年的一线员工采用新的36#碗型砂轮进行磨削工件,从而降低磨削产生的高热量,防止导轨变形,同时在修整砂轮时,采用耐磨性好的金刚笔和安装角度,当修整最适当时,能使磨粒切削刃获得良好的等高性,提高加工件表面粗糙度。 通过对设备的故障分析、判断、拆卸、清理、安装、调整直至最后的检查和运行等一系列的改造修复工作,设备几何精度均满足生产条件,通过生产加工验证,设备运转情况一切正常,磨削的床身下导轨面质量问题得到彻底解决,保证产品质量。项目直接创造经济效益53.32万元,项目被沈阳机床集团工会评为成果奖。
拆卸组装磨头
改进后效果检测
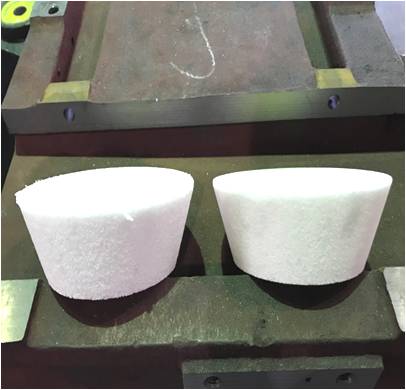
改进前与改进后砂轮的对比
检测磨头精度
原因分析
组装磨头轴承 |
|
|
| 上一篇: 龙门导轨磨床技术改造项目 |
|