|
|
|
数控龙门导轨磨床加工精度提升项目 |
|
发表时间:2020-11-22 |
|
|
|
沈一车床厂现有数控龙门式导轨磨床(HZ-KD5015)是从内部单位购置的一台已使用十余年的闲置设备,该设备在磨削工作时磨头运转有噪音,磨削工件有暗影。外委修复磨头精度费用高达5万元,维修周期预计3-6个月。沈一车床厂维修员工从未有此类型磨床的维修经验,不敢轻易拆卸磨头,设备一直作为粗加工和半精加工使用。 2019年4月,沈一车床厂为了进一步降低新CAK80床头和床鞍导轨的外协加工费用,提高自有加工配套产能,决定对该设备的磨削工件表面粗糙度无法满足产品工艺和质量要求的关键性难题进行技术攻关,彻底解决制约加工产能和产品质量的“卡脖子问题”。创新工作室组织工艺技术、质量、生产和设备维修的相关成员开展讨论分析活动,最终判定为磨头部分精度超差是磨削工件表面粗糙度无法达到标准的关键原因,液压运行不稳定是表面粗糙度超差加重的次要原因,磨削量和磨削速度是影响粗糙度超差的间接因素。 工作室组织磨头轴承装配经验丰富的多名员工共同测量轴承的相关参数,轴承游隙量。制定出内外调整垫的预紧量标准,完成磨头轴承装配工作,并通过动平衡仪测量达到预定标准。由操作磨床30多年的老师傅和工艺人员共同制定磨削参数、进给量、砂轮线速度等参数。同时对老化的油缸密封面和两侧碟簧进行更换。技术改进完成后,质量和工艺部门连续对5批磨削工件进行检测,表面粗糙度合格率为100% 。设备正常工作3个月后又对3批次共15件产品进行抽查,合格率为100% 。此设备加工精度超差问题得到彻底解决。项目直接创造收益119万元,被沈阳机床集团工会评为成果奖。
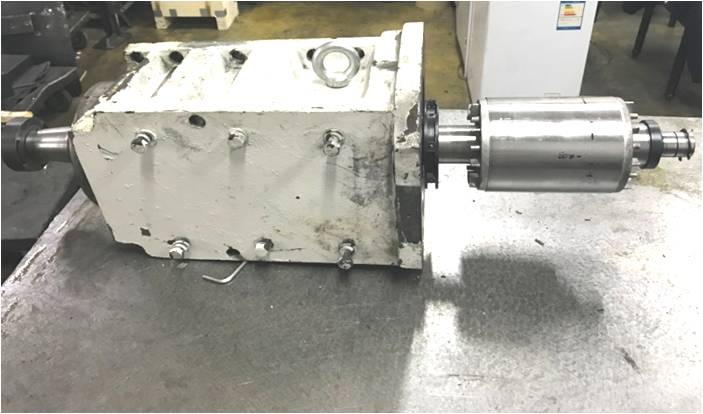
改进后的磨床
改进后的磨头
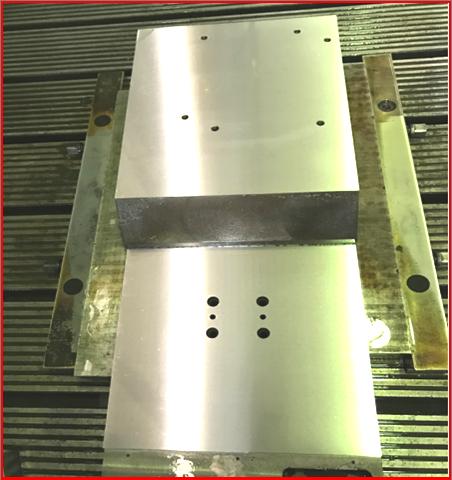
改进后零件加工效果
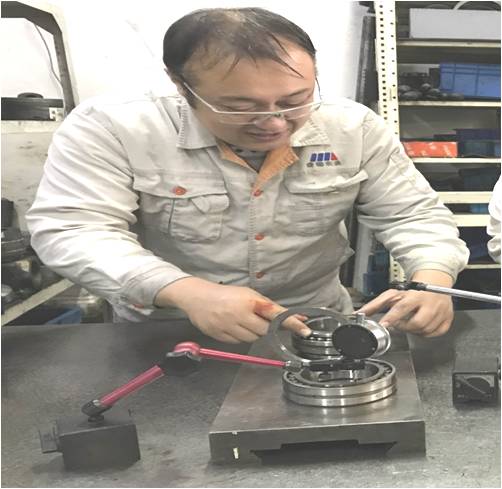
检测轴承精度
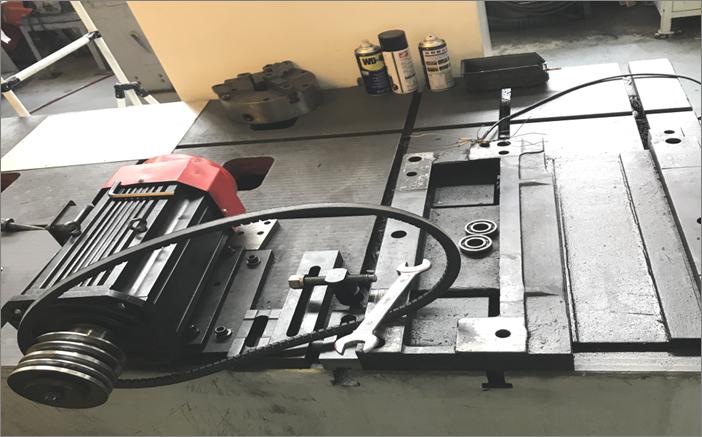
磨头动平衡试验台
修复后的液压站 |
|
|
| 上一篇: 设计、自制离心卡盘提升轴类零件加工效率项目 |
下一篇: 提升CAK80床头箱精镗序加工效率项目 |
|