|
|
|
规范电气调试流程实现降本增效 |
|
发表时间:2020-11-22 |
|
|
|
为了充分发挥产品性能,用户在购买重大型机床时,通常会选配多种机床附件(如铣头、刀库和转台等)。由于附件种类及品牌繁多,程序及系统参数繁杂,电气调试成为机床安调流程中的一个重要环节。以往在用户现场安装一台设备,电气调试需花费10-15天的时间。这严重影响了设备交付期和用户使用体验,且耗费了大量人力及物力成本。为了降低产品综合成本,缩短安调周期,提升效率,创新工作室协调技术部、车间及驻外安装人员,对用户现场电气调试流程进行了统一规范。
一、分析汇总。首先,对目前所有产品的铣头、刀库、转台、卡盘、平旋盘等五部分可选配附件进行汇总,整体把握所有选配附件情况。接下来针对近期完成安装的合同产品,对调试过程进行分析回顾,需找降本增效改进点。
二、制定方案。通过分析汇总,制定了以下方案:
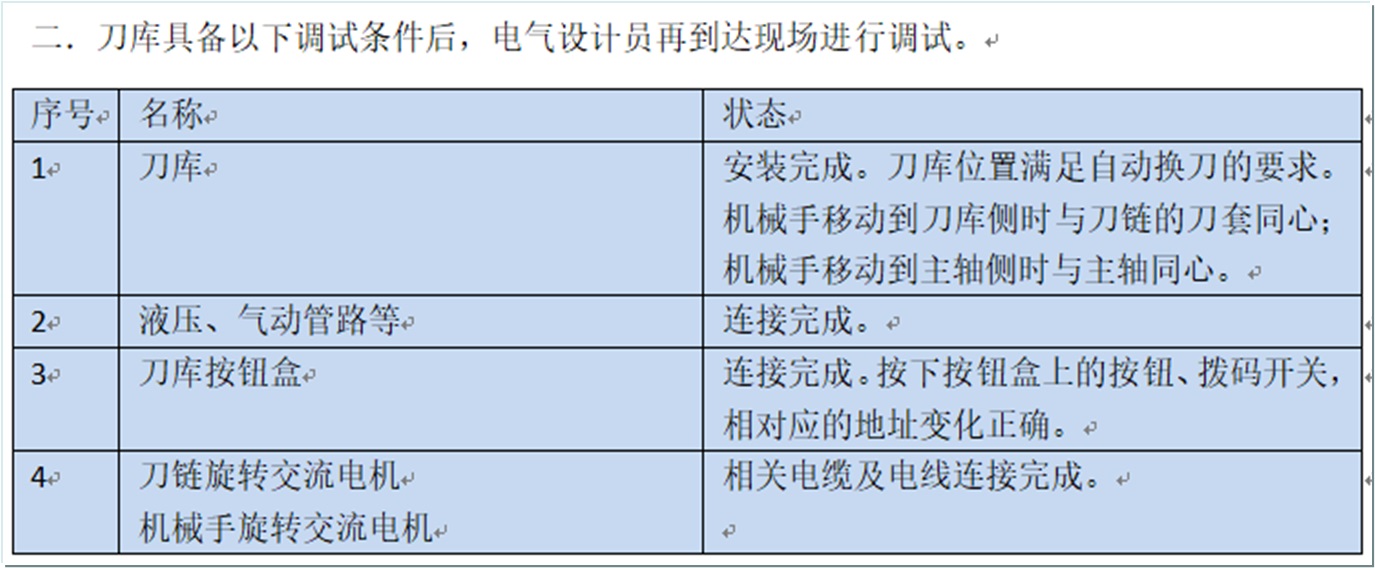
1、明确电气调试条件:明确了每种附件具备电气调试的条件。并规定只有附件完全具备现场调试条件后,安装负责人方可通知电气设计员进场。
2、优化安装调试流程:将机床动作调试(电气调试范畴)和精度调试(机械调试范畴)两项工作尽可能分开。使电气设计员进场后能够专心于电气调试,其他工作可安排在电气调试完成后进行,避免等待。
3、设定调试期限
通过前期的分类汇总,根据调试的难易程度对附件进行了分类,并制定了各种附件的调试时限和人员安排。
4、完善人员管理制度:为了规范出差人员管理,提高调试效率,制定以下管理制度:
a、建立电气设计出差服务群:规定出差的电气设计人员每天通过微信签到,并上传当天工作记录。未完成签到和工作记录按当天旷工处理。
b、明确电气设计出差人员任务分配:根据设计员业务专长及工作侧重点,对经常出差的设计员工作范畴进行了明确划分。
根据以上方案实施后,机床附件的调试时间至少压缩了一半,缩短了安装调试周期,降低了安装的成本,通过规范电气调试流程实现了降本增效。
|
|
|
| 上一篇: XZC-253型大型薄壁件直槽铣槽机设计 |
|