|
|
|
徐宝军工作室创新成果 |
|
发表时间:2020-11-22 |
|
|
|
V6W铝轮毂自动加工单元的开发研制 轮毂是汽车重要的行驶部件与安全部件之一,随着铝轮毂种类及结构的不断更新及产量的不断扩大,对高效、高精的加工设备的需求也越来越大。而该类市场目前主要被进口产品所占领,要加速中国铝轮毂制造设备的国产化。攻关三项关键技术:1、主轴单元的高效气密封结构;2、高效的冲屑、冷却系统研制;3、整机的动、静态特性分析及刚性提升。争取在该行业龙头企业秦皇岛戴卡轮毂制造有限公司得到良好的应用,以此标杆企业在行业内形成良好的示范效应。
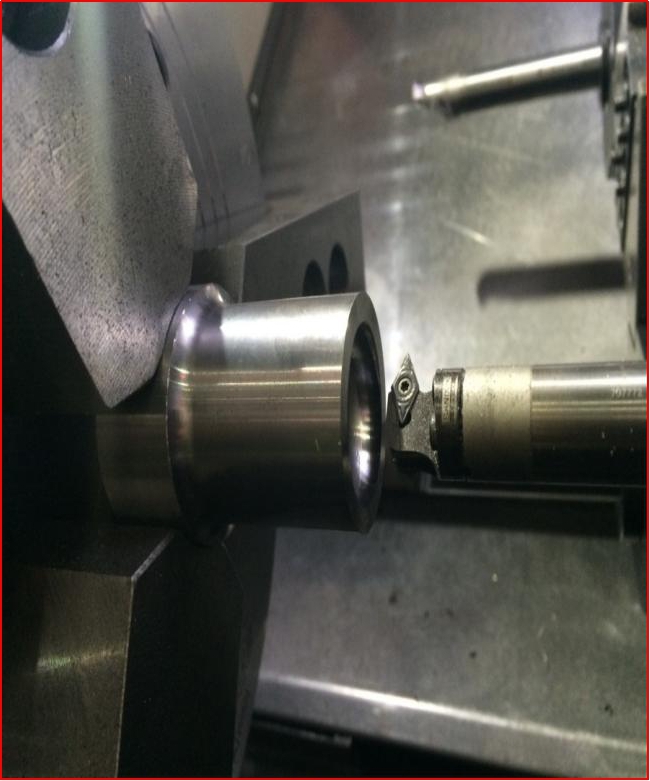
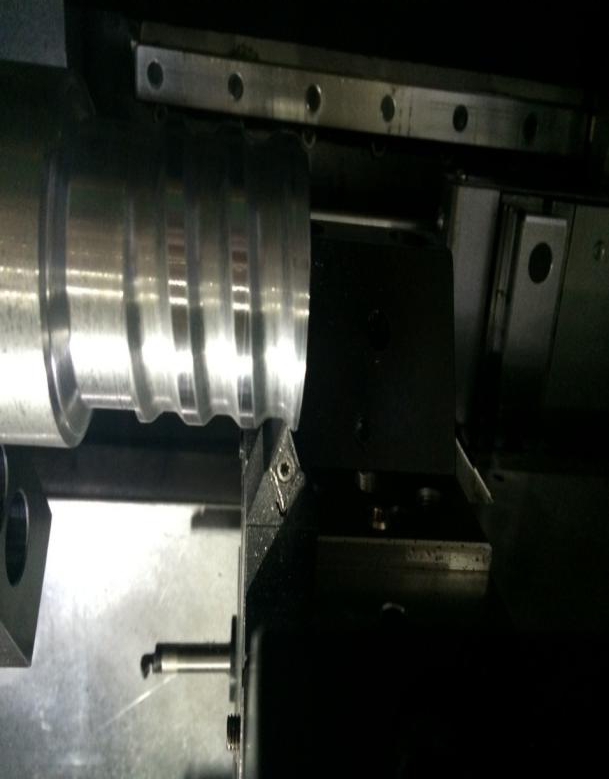
解决异形螺纹加工问题
一、立项背景:螺纹按标准来源,主要分为英制、美制和米制螺纹三种;按螺纹用途,可以分为紧固螺纹、管螺纹、传动螺纹和专用螺纹。而山东凿岩用户加工的钎杆就是一种较特殊的圆螺纹。而在发达国家购买此类机床需要附加大笔的软件费用。
二、制约瓶颈:三角螺纹、梯形螺纹,目前市场上都有标准的刀具,数控系统也有相应的螺纹切削循环指令,编程也较方便,加工相对简单容易,但对一些特殊用途的螺纹(异形螺纹),由于牙形形状不定,无与之相应的标准螺纹刀具,只能根据其牙形选用常规刀具来加工,这就给编程带来了麻烦。现有CAD/CAM软件的自动编程也无法解决此问题,这就需要运用宏程序功能,通过建立合理的数学模型来解决这一难题。
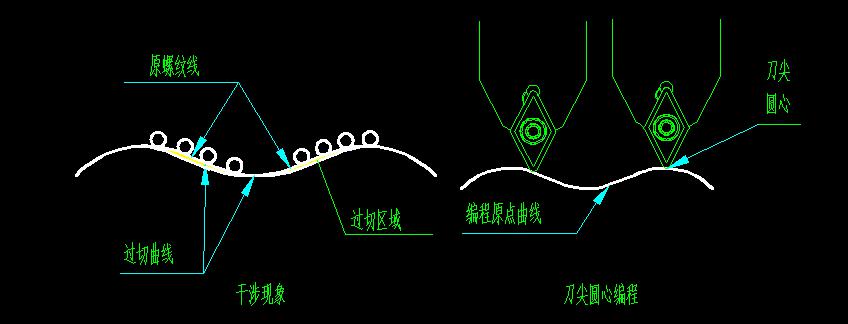
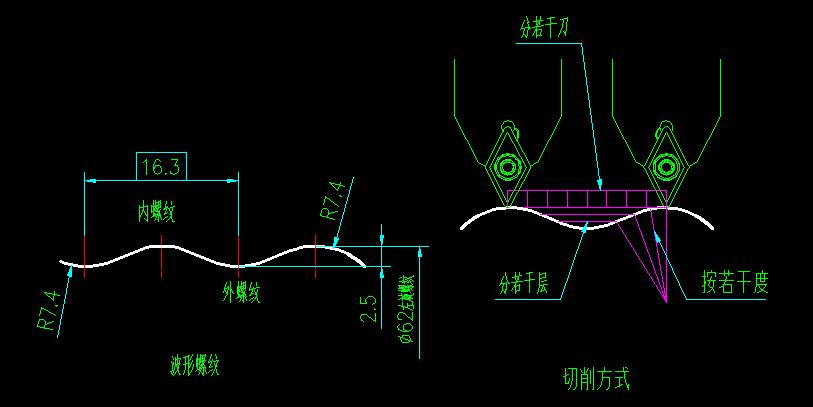
三、创新点:运用普通刀具和宏程序变量编程,列出圆弧的参数方程,通过控制圆弧范围,来实现控制圆弧加工范围,计算出各角度对X、Z坐标值,然后在该点运用螺纹逐点拼接出一段完整的螺纹,我们也将这种加工方法称为逐点逼近方法。
四、主要措施:我们改善车削方式, 将螺纹粗车加工采用分层切削方式,即:先将X向分成若干层,然后在每层Z向又分成若干刀进行加工,去除牙间的大部分余量,最后在按轮廓进行精车车削,这样即减小了吃刀量,刀具受力得到改善,又使排屑比较顺畅,切削平稳。
五、实施效果:通过对异形螺纹形状误差问题进行研究,我们改进加工工艺,编制出合理的加工程序,避免了螺纹形状误差问题,并增加了宏程序的通用性,此方法还应用到其它异形螺纹中,解决了零件的实际加工问题,降低了成本,提高了经济效益。解决了以前国内机床加工不了凿岩类螺纹的问题。
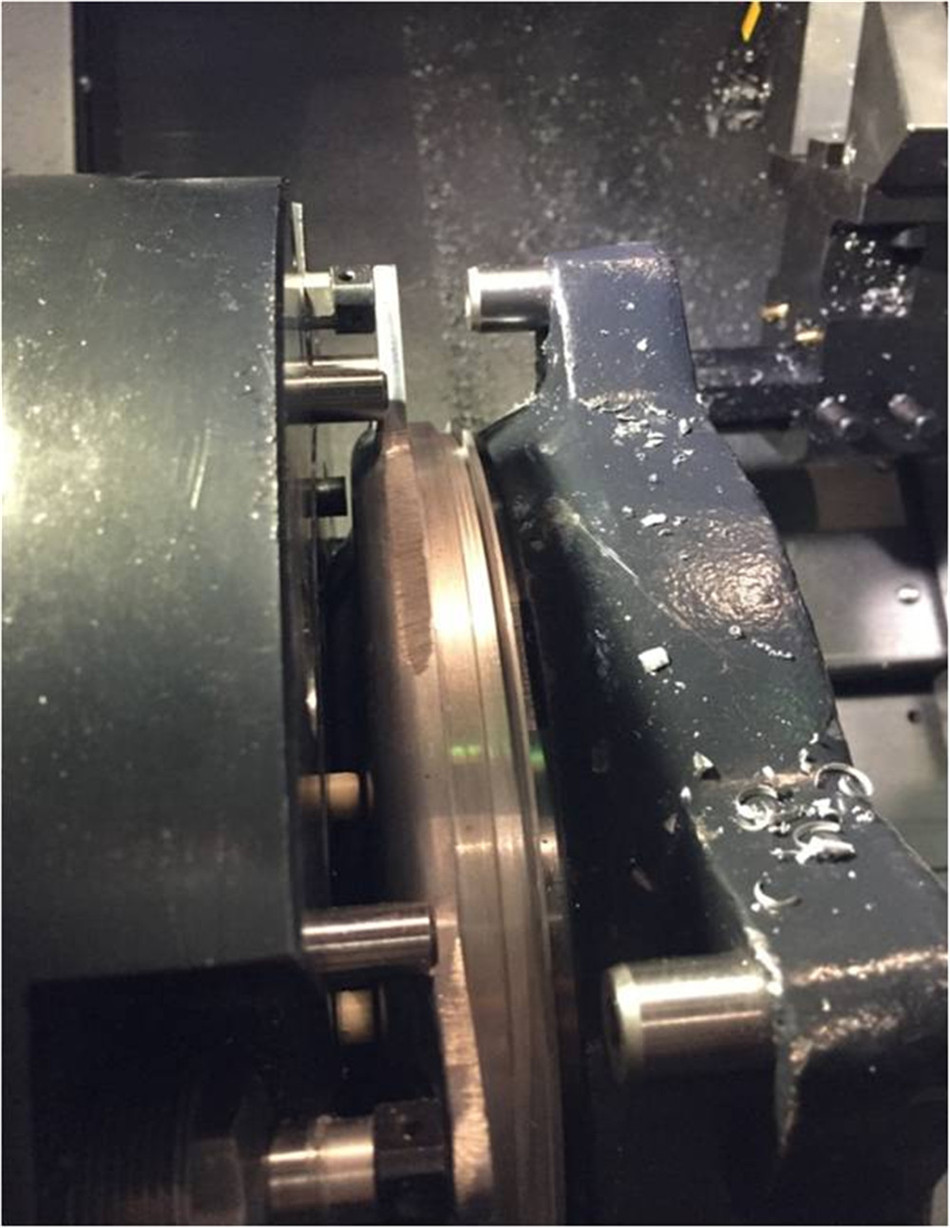
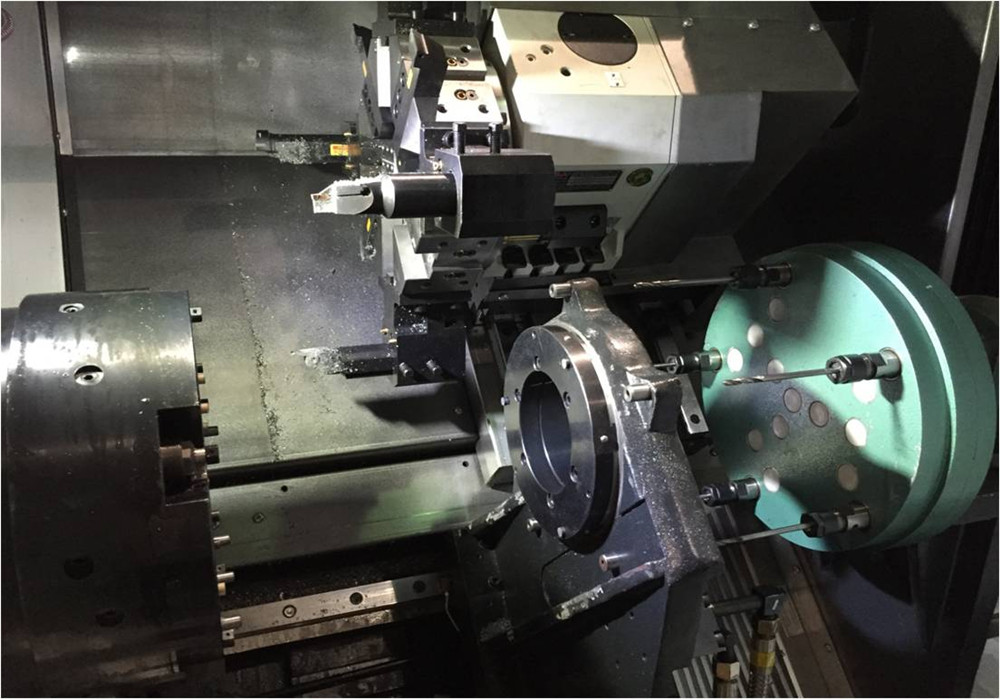
离合器端盖的设计理论与方法研究
该课题来源于江西洪都汽车零部件加工,本产品是汽车发动机端盖,主要给武汉格特拉克汽车发动机配套。此装置为一次装夹,避免二次装卡对加工精度及定位误差所造成的影响,同时节约了二次装卡时间,缩短了辅助加工时间,使用多头钻电机一次攻钻5个孔,较使用伺服动力刀座连续五次、每次加工一个孔相比,提升加工效率30 ﹪ 左右;使用摩擦驱动代替卡持驱动,消除了装卡变形对工件精度的影响。在汽车制造领域中,离合器、变速箱、发动机和底盘属于加工工艺复杂的典型部件。离合器端盖的加工精度直接影响离合器的性能。目前国内设备加工离合器端盖的加工工艺为两序加工,但定位误差大、加工工序繁琐、加工效率低、加工精度差。采用进口设备可满足高效高精,但价格较高,在60-75万元之间。为此我厂自主研发高精高效低成本加工离合器端盖的设备,填补国内这一领域的空白。
新型炮弹弹体车削加工夹具
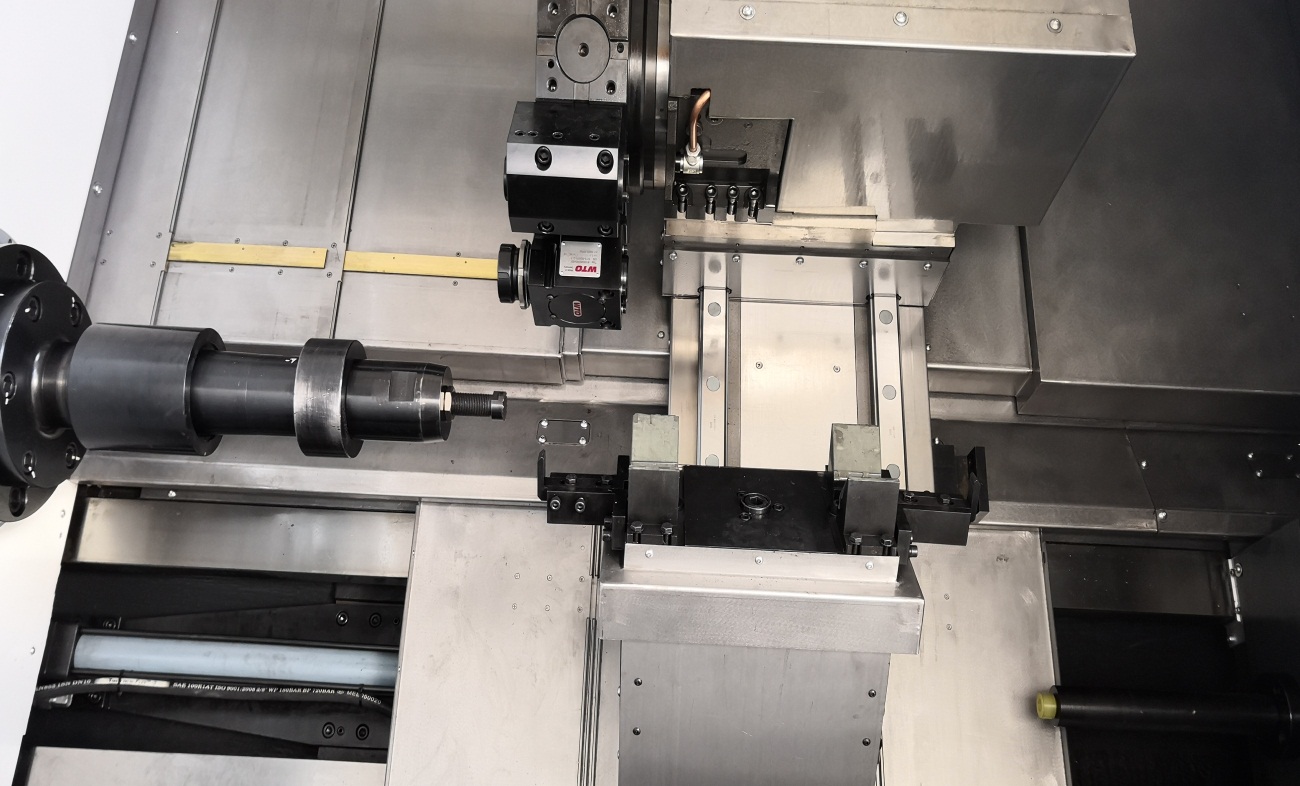
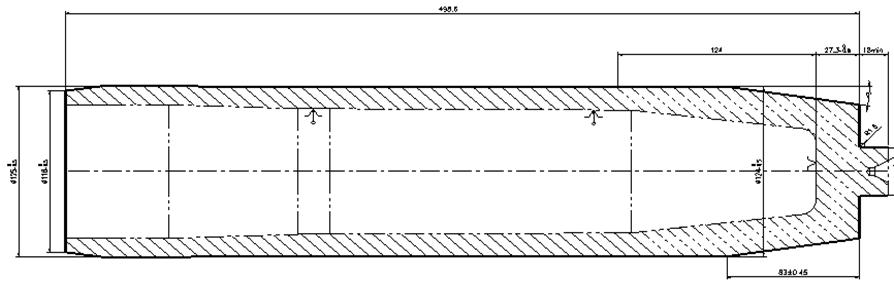
一、项目立项背景 随着弹箭技术发展,现代战争对兵器不断提出更高要求,炮弹弹体的制造向复杂结构、薄壁方向发展,炮弹弹体的加工质量对于提高弹的威力、射程、精度等性能都起到十分重要作用。现阶段我们国家对弹体的加工,大部分工序都在普通车床、仿形车床上加工,工序流程复杂,工装夹具复杂,生产效率低,这与国际上数控技术的发展不适应。为提高劳动生产率,达到加工要求,需要采用新型的工艺与设备,解决薄壁件变形问题。我们依托一厂的行业产品机床T4Sm1500,可以完成轴类、盘类的车、铣、打中心孔等加工,通用化较高,如果能实现炮弹弹体端面中心孔、外圆、尾部端口切断等部位的加工,可以提高其性能,使其具有专业化。
二、主要制约瓶颈 炮弹壳体主要加工端面中心孔、外圆、尾部端口切断等部位,长径比大,属于薄壁件、外壁加工主要采用外圆车刀切削,刚性差,容易产生振动和变形,工件装夹方式是解决问题的关键。工件的定位与夹具面都集中在内腔,一般三爪液压卡盘的卡爪长度无法满足此类工件的装夹;中心架支撑是解决长轴类工件切削中振动的主要措施,此类工件外圆属于加工部位,无法避开刀具干涉问题。针对此类难题,工程技术团队决定采用内腔两端胀紧、内腔右端面定位的装夹方案,相对支承点增多,刚性提高;两端胀紧的点具备定心和夹紧功能,如果同时胀紧,可能产生过定位问题。我们采用双活塞油缸推动拉杆的结构,控制两端胀紧块的行程,两端胀紧块跨距大、相对独立,定心精度更好。针对上料问题,开发托料送料装置。托料架实现上料、送料及卸料过程,Z轴油缸推动托料架向右移动到最右端,将工作放入托料架定位V型内,托料架向上移动到位、左移实现送料,直到轴端定位与工件接触后夹具胀紧,托料架下移,待端面中心孔加工好后,尾台套筒伸出、顶尖顶紧。
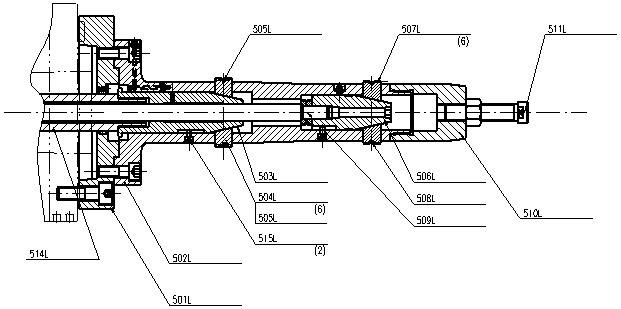
三、项目创新点
上图即为夹具的结构示意图,实现工件内部定位、胀紧。针对现状,我们团队采用内腔两端胀紧、内腔右端面定位,右端顶尖顶紧的装夹方案,相对支承点增多,增加了刚性;采用双活塞油缸推动拉杆,控制两端胀紧块的行程,两端胀紧块相对独立,定心精度更好。这样就不会因毛坯的缺陷而影响胀紧力,另外夹具的两处胀紧装置跨距较大、胀紧点为6点,减少工件变形量,并且还有顶尖作为端头支撑,工件装夹后定位又可靠精度又准确。
四、实施主要措施 为保证该项目的顺利实施,专门成立了由机械、电气、工艺、车间装配等人员组成的专项项目小组,分别从各个方面对该夹具的设计以及生产实施进行全面的论证,确保产品的可实施性。提前发现问题,提前解决问题,为项目的顺利实施节省了大量的宝贵时间。
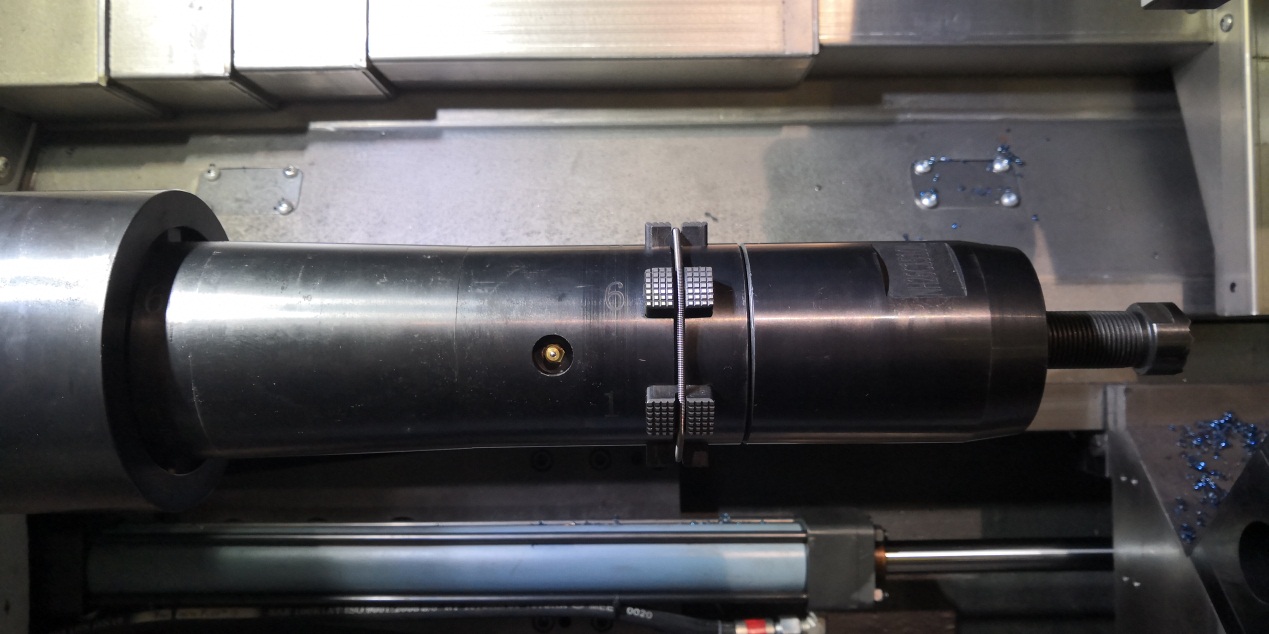
下图是对夹具胀紧块行程的检测实图
下图是对夹具跳动的检测实图
下图是对夹实工件和拖料架的检测实图
五、创造价值计算/实施效果 双胀胎夹具定位精度0.04-0.06mm,切削加工中没有产生振动、尺寸公差、形位公差精度及表面粗糙度满足要求,共签约15台数控车床,相关机床配套调装夹具设计、制造约37套,产值大约143万元。 这款在通用型机床上打造的复合机床,专业化、灵活性程度极高,可以满足不同用户不同的加工需求,性价比极高,大大降低了客户的加工成本。 |
|
|
| 上一篇: |
下一篇: |
|